Precision Gear Production: Shaping, Hobbing, and Grinding for Optimal Performance
Gear Manufacturing
Precision Gear Production: Shaping, Hobbing, and Grinding for Optimal Performance
What is Gear Manufacturing?
Gear manufacturing involves a range of high-precision machining operations used to create gear teeth profiles. These processes ensure the correct geometry, strength, and minimal noise required for power transmission applications.
Gear Hobbing
High-Speed Production for External and Helical Gears
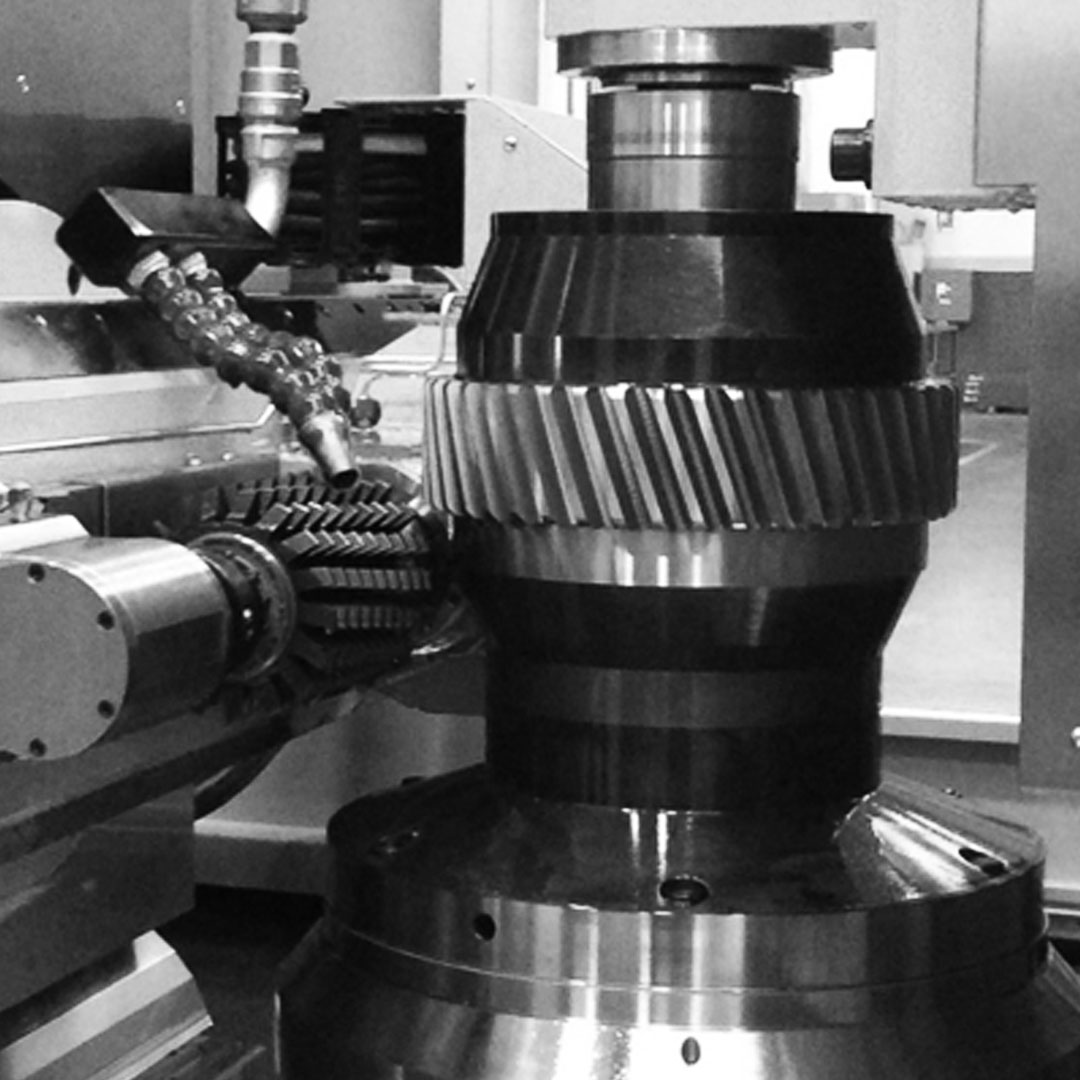
What is Gear Hobbing?
Hobbing is a continuous indexing process where a helical cutting tool (the hob) rotates and is fed into a gear blank. The hob's teeth generate the gear's tooth profile by successively cutting away material. It is the fastest and most economical method for producing external gears
Key Advantages
High Production Rate: Ideal for high-volume manufacturing due to its continuous, fast nature.
Versatility: Capable of producing spur gears, helical gears, worms, splines, and
Accuracy: Offers high indexing accuracy, ensuring consistent tooth spacing.
Use Cases
Standard spur and helical gears for automotive transmissions
Productionof sprockets and splined shafts
Gear Shaping
Internal Gears and Shoulder Gears with Obstructions
What is Gear Shaping?
Shaping uses a reciprocating cutter (either a pinion or rack cutter) that functions like a master gear to generate the tooth profile. This method is uniquely capable of machining teeth right up to a shoulder or adjacent feature.
Key Advantages
Internal Gears: The only effective method for producing internal spur and helical
Close to Shoulders: Essential for gears where the teeth run very close to a flange or another obstructing feature.
Non-Circular Gears: Can be used to produce non-conventional, non-circular gear designs.
Use Cases
Planet carrier gears (internal automotive use)
Cluster gears and integral gears
Gears with tight run-out tolerances near a face or shoulder
Gear Grinding
Achieving the Highest Precision and Surface Finish
What is Gear Grinding?
Grinding is a finishing process that follows hobbing or shaping. It uses abrasive wheels to remove minute amounts of material from the gear tooth flanks, achieving the final, highest-level of accuracy (up to AGMA Quality 15) and surface finish.
Key Advantages
Maximum Accuracy: Corrects lead, profile, and index errors that may have occurred during previous cutting or heat treatment.
Reduced Noise: The smooth, precise surface dramatically reduces running noise and vibration.
Post-Heat Treatment: Essential for finishing hardened gears, as it removes distortion caused by the hardening process.